钢板防护罩公司,卧加导轨防护罩
营口2023-04-04 09:25:34
7 次浏览user_6969976
联系人:李国庆
伸缩式钢板防护罩钣金是完全可以维修的,主要看伸缩式钢板防护罩坏到什么程度.或者说机床钣金防护罩是什么部位坏了,先找准坏掉的部位进行详细说明.比如;
1.机床导轨防护罩的内部导轨支撑滑轮磨损坏掉, (这是完全可以更换滑轮的).
2.机床铝型防护帘的钢板被工件砸坏了,凹凸不平还可以修吗, (一般这种情况,可以把砸坏到直接换到,从新制作.由于坏掉的钢板无法达到初的平整度,因此,无法再使用.)
3.伸缩式钢板防护罩的伸缩护板胶条,磨损太严重,以至于掉落,还能弄好吗. (伸缩式钢板防护罩的伸缩板胶条可以更换新的,当然,必须同时更换胶条配套的盖板.)
4.维修伸缩式钢板防护罩的整套抛光,更换胶条及滑轮,能延长其寿命吗? (当然,这是肯定得,切记,伸缩式钢板防护罩的维修养护,是件必须遵守的事件,由于伸缩式钢板防护罩钣金件长期在和油渍,湿度,凌乱复杂的环境中工作,防护罩的表面及边角缝隙都有特别多的油泥及铁屑粉末,由此,会给密封胶条及滑轮这种易损件带来极大的损伤.所以,对防护罩的维护尤其重要.)
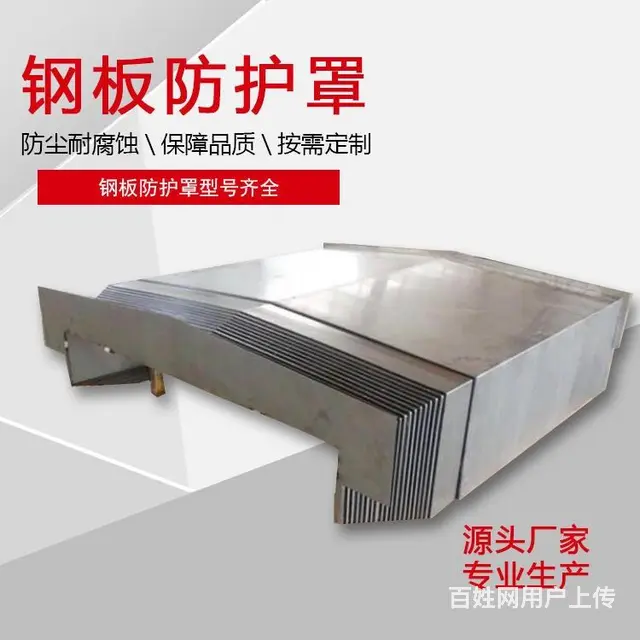
滑轮钢板防护罩伸缩式导轨防护罩是机床的传统防护形式。
在这一领域里钢制伸缩式导轨防护罩被广泛的应用,对防止切屑及其它尖锐东西的进入起着有效的防护作用,通过一定的结构措施及合适的刮屑板也可有效的降低冷却液的渗入。
我厂钢制伸缩式导轨防护罩能够适应现代机床对高科技、正确的安装位置、高运行速度等方面不断提高的要求。钢板防护罩具有密封好,能防铁屑、防冷却液,防工具的偶然事故。
科学技术的发展以及世界先进制造技术的兴起和不断成熟,对数控加工技术提出了更高的要求;超高速切削、超精密加工等技术的应用,对数控机床的数控系统、伺服性能、主轴驱动、机床结构等提出了更高的性能指标;FMS的迅速发展和CIMS的不断成熟,又将对数控机床的可靠性、通信功能、人工智能和自适应控制等技术提出更高的要求。随着微电子和计算机技术的发展,数控系统的性能日臻完善,数控技术的应用领域日益扩大。
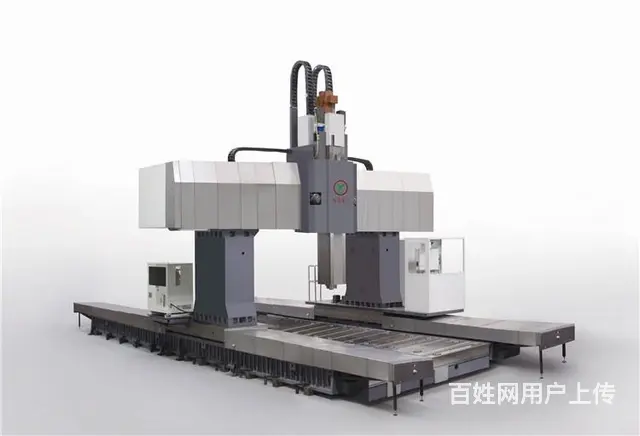
数控铣床是一种加工功能很强的数控机床,迅速发展起来的加工中心、柔性加工单元等都是在数控铣床、数控镗床的基础上产生的,两者都离不开铣削方式。由于数控铣削工艺 复杂,需要解决的技术问题也 多,因此,人们在研究和开发数控系统及自动编程语言的软件时,也一直把铣削加工作为重点。
数控机床的产生与发展
随着社会生产和科学技术的迅速发展,机械产品日趋精密复杂,且需求频繁改型,特别是在宇航、造船、军事等领域所需的机械零件,精度要求高,形状复杂,批量小。加工这类产品需要经常改装或调整设备,普通机床或专用化程度高的自动化机床已不能适应这些要求。为了解决上述问题,一种新型的机床——数控机床应运而生。这种新型机床具有适应性强、加工精度高、加工质量稳定和生产效率高等优点。它综合应用了电子计算机、自动控制、伺服驱动、精密测量和新型机械结构等多方面的技术成果,是今后数控机床的发展方向。
数控机床的产生
世界上第一台成功研制的数控机床是一台三坐标的数控铣床,于1952年由美国帕森斯公司(Parsons)和麻省理工学院(MIT)合作完成。早在1948年,美国在研制加工直升机叶片轮廓检查用样板的加工机床任务时,就提出了研制数控机床的初始设想。1949年,在美国空军部门的支持下,帕森斯公司正式接受委托,与麻省理工学院伺服机构实验室合作,开始从事数控机床的研制工作。经过三年时间的研究,于1952年试制成功世界上第一台数控机床试验性样机。这是一台采用脉冲乘法器原理的真线插补三坐标连续控制铣床。其控制装置由2000多个电子管组成,占了一个普通实验室那么大。这台数控铣床的诞生,标志着机械制造的数字控制时代的开始。
数控铣床的主要功能
(1)点位控制功能:数控铣床的点位控制主要用于工件的孔加工,如中心钻定位、钻孔、扩孔、锪孔、铰孔和镗孔等各种孔加工操作。
(2)连续控制功能:通过数控铣床的直线插补、圆弧插补或复杂的曲线插补运动,铣削加工工件的平面和曲面。
(3)刀具半径补偿功能:如果直接按工件轮廓线编程,在加工工件内轮廓时,实际轮廓线将大了一个刀具半径值;在加工工件外轮廓时,实际轮廓线又小了一个刀具半径值。使用刀具半径补偿的方法,数控系统自动计算刀具中心轨迹,使刀具中心偏离工件轮廓一个刀具半径值,从而加工出符合图纸要求的轮廓。利用刀具半径补偿的功能,改变刀具半径补偿量,还可以补偿刀具磨损量和加工误差,实现对工件的粗加工和精加工。
(4)刀具长度补偿功能:改变刀具长度的补偿量,可以补偿刀具换刀后的长度偏差值,还可以改变切削加工的平面位置,控制刀具的轴向定位精度。
(5)固定循环加工功能:应用固定循环加工指令,可以简化加工程序,减少编程的工作量。
(6)子程序功能:如果加工工件形状相同或相似部分,把其编写成子程序,由主程序调用,这样简化程序结构。引用子程序的功能使加工程序模块化,按加工过程的工序分成若干个模块,分别编写成子程序,由主程序调用,完成对工件的加工。这种模块式的程序便于加工调试,优化加工工艺。
市场的低迷也给加工中心企业带来了转型的机遇,企业应将主要精力由销售产品转移到提高产品的质量上来,重新设定产品线,制定发展战略,淘汰掉落后的产品,多研发盈利能力强的加工中心,为市场回暖做好准备。
受益于国家振兴装备制造业的大环境和强劲的市场需求拉动,国内铣床工具行业出现了技术长足发展、投资热情高涨的局面。“十二五”规划已将振兴装备制造业作为推进工业结构优化升级的主要内容,数控铣床则成为振兴装备制造业的重点之一。未来,我国将重点发展高速、精密、复合数控金切铣床;重型数控金切铣床;数控特种加工铣床;大型数控成形冲压设备及数控铣床的相关部件等。
2011年,中国生产铣床109.84万台,实现工业总产值6606.5亿元,同比增长32.1%,其中数控铣床27.21万台,增速达15.26%,数控铣床已成为铣床消费的主流。尤其是高档数控铣床属于高端装备制造业,具有高技术含量、高技术附加值的特征,是发展战略性新兴产业重要着力点,未来高档数控铣床市场巨大
联系电话:13731711230